A rozsdamentes acélcső és a szénacél cső a ma használt szabványos csövek leggyakoribb típusa. Ezek a csőtermékek részét képezik, amelyeket különböző specifikációk és szabványok szerint gyártanak. A csöveket “névleges csőméret” szerint értékesítik 1/8″ és 72″ közötti méretekben. A két leggyakoribb csőtípus a hegesztett cső és a varrat nélküli cső. Mindkettő kapható szénacélból és rozsdamentes acélból. A hegesztett csöveket ERW (Electric Resistance Welded) csöveknek is nevezik. A hegesztett szénacél csövek leggyakoribb specifikációja az A53. A varrat nélküli cső olyan eljárással készül, amely nem igényel hegesztést. A varrat nélküli szénacél csövek leggyakoribb specifikációja az A106B. A rozsdamentes acélcsövek az A312-es specifikáció szerint készülnek. A rozsdamentes acélcsövek varrat nélküli és hegesztett kivitelben is kaphatók. A leggyakoribb rozsdamentes anyag a 316 és 304.
- Vásároljon acélcsövet online vagy hívja a 281.516.8100-as telefonszámot, vagy küldjön e-mailt a [email protected]
- A csövek és csőáruk fajtái
- Hogyan mérik a csöveket?
- Pipe Size Chart
- Cső súlya
- W = x 10.69
- Csőgyártás
- Elektromos ellenállás hegesztésű cső (ERW)
- Zökkenőmentes cső
- Acélcsőhosszúságok
- Acélcső végkiképzés
- Acélcsövek azonosítása és jelölése
- Fémcsövek befejezési folyamatai
- Acélcsőbevonat és bélelt acélcső
- Metál bevonat
- Nemetál bevonat
- Csőbevonat
- acélcső anyag
- Vasalatlan acélcső
- Acélcső származási országa
- Q&A acélcső
Vásároljon acélcsövet online vagy hívja a 281.516.8100-as telefonszámot, vagy küldjön e-mailt a [email protected]
A csövek és csőáruk fajtái
Hatféle cső és csőáru létezik.
- Standard cső: Háromféle szabványos fémcső létezik: hegesztett (ERW-cső), varrat nélküli cső és horganyzott cső. Ezek teszik ki az összes csőtermék 10%-át.
- Vonalcsövek: Elsősorban olaj- és gázipari alkalmazásokban használatosak. A vezetékcsövek közé tartoznak az ERW, FW, SAW és DSAW csövek. Ezeket az API 5L specifikáció szerint gyártják, és X42, X50, X60 stb. minőségben kaphatók. Az összes csőtermék 21%-át teszik ki.
- Olajipari csőtermékek (OCTG): Ide tartoznak a fúrócsövek, csövek és burkolatok. Az olaj- és gázkutak fúrásánál és befejezésénél használják. Az OCTG-ket ERW és varrat nélküli gyártással állítják elő. Az OCTG az összes csőtermék 35%-át teszi ki.
- Nyomócsövek: Ipari és nyomástartó alkalmazásokhoz használják. A nyomócsöveket varrat nélküli gyártással állítják elő. Az összes csőtermék 2%-át teszik ki.
- Mechanikai csövek: mechanikai és szerkezeti alkalmazásokhoz használják, és ERW és varrat nélküli gyártással állítják elő. Megfelelnek az ASTM specifikációnak. A mechanikus csövek az összes csőáru 17%-át teszik ki.
- Szerkezeti csövek: tartó vagy rögzítő célokra használják. Ez a cső lehet kerek vagy négyzet alakú, és ERW gyártással készül. Kerítésekhez, építkezésekhez és egyéb különféle támogatási igényekhez használják. Az összes csőáru 15%-át teszik ki.
Hogyan mérik a csöveket?
A csöveket általában a “névleges csőmérettel” (NPS) azonosítják, a falvastagságot pedig a “Schedule” (SCH) határozza meg. Az NPS dimenziótlan jelölés, és a méretre utal, de nem a tényleges méret. Ez sokak számára, akik újak a csővezetékiparban, zavarba ejtő. Az NPS 1/8-tól NPS 12-ig az ansi csőméretek által meghatározott külső átmérővel rendelkezik. Általánosságban elmondható, hogy a 40-es csőméret 12 NPS-ig nagyjából megegyezik a cső azonosítójával. A 14-es és a feletti csőméretek kevésbé zavaróak, mivel a 14 NPS egyenlő a 14″ OD-vel (külső átmérő).
Pipe Size Chart
ASME B 36.10 további részleteket tartalmaz a csőméretekről. A csőméretre vonatkozó ipari norma is változik a különböző csőtípusok között. Egy szabványos cső esetében egy 4,5″ OD csőre 4″ NPS-ként hivatkoznak, azonban a vezetékcsövek és OCTG-k esetében csak 4,5″-ként hivatkoznak rá. A falvastagságot is eltérően említik. A szabványos csövek esetében a falvastagság megnevezésére a cső ütemezését használják. A vezetékcsöveket azonban szinte mindig a falvastagsággal, míg az OCTG-t a lábankénti tömeggel jelölik.
Cső súlya
A cső súlyát lábanként fontban vagy méterenként kilogrammban mérik. Nem szabad elfelejteni, hogy a cső súlya az ansi csőmérettáblázatban “elméleti” súly, és nem a tényleges súly. A tényleges súly a csőméret tűréshatára alapján változik.
Az acélcső súlyának kiszámítására szolgáló képlet a következő;
W = x 10.69
W = Súly egy folyóméterre vetítve
OD = Külső átmérő
WT = Falvastagság
Csőgyártás
Az acélcsöveket két fő kategóriába sorolják;
- hegesztett cső
- varrat nélküli cső
A fémcsövek gyártásának négy fő módszere van:
- Kemencében hegesztett (FW). Más néven folyamatos hegesztés
- Elektromos ellenállás hegesztés (ERW)
- Submerged Arc Weld (SAW), más néven DSAW
- Seamless (SMLS) módszer

Elektromos ellenállás hegesztésű cső (ERW)
ERW csöveket 1/8-tól 24 in NPS méretig gyártanak. Az ERW hegesztett csövet lapos fémlemezből állítják elő. Az ERW-csöveket először hidegen hengeres formára alakítják, majd hosszirányban hegesztik. mind a folyamatos hegesztésű, mind az elektromos ellenállással hegesztett csöveket tekercselt acél hengeres formára alakításával és a hosszirányú varratok mentén történő hegesztéssel készítik. Az alábbi kép a szalagok hengeres formára alakításának első lépését, majd a 2. lépésben történő összeolvasztását mutatja.

A hengerelt szalagok hegesztéséhez sokféleképpen lehet elektromos áramot használni. Ezek közé tartozik a forgó rézkorong, a rögzített ötvözött Cu-kontaktusok és az indukciós tekercsek. Ezek a módszerek 2600 fokos hőmérsékletre emelik az acélszegély hőmérsékletét a hatékony hegesztéshez. A hengerlési folyamat olyan nagy nyomást fejt ki, hogy kívül és belül fémhegesztett varratot hoz létre. Ezeket a hegesztési varratokat aztán a befejezési folyamat során eltávolítják. A hegesztett csövet hőkezelik, ellenőrzik és hidraulikusan tesztelik.
ERW cső a következő általános specifikációkban kapható;
ASTM A53, A135, A252, A500, A795, API 5L és API 5CT.
A hegesztett csövek leggyakoribb specifikációja az A53 és az API 5L.
Zökkenőmentes cső
Mi a varrat nélküli definíció? vagy varrat nélküli jelentése? sokszor kapjuk ezt a kérdést. A varrat nélküli csöveket 1/8-tól 36″ névleges méretig gyártják. A varrat nélküli csőnek nincs hosszirányú varrata vagy hegesztése az ERW csőhöz képest. Egyszerűen fogalmazva, a varrat nélküli csövet egy tömör kerek tuskó átlyukasztásával állítják elő, amely egy üreges varrat nélküli csövet hagy maga után. A varrat nélküli cső gyártásának két fő módszere van;
- Forró rotációs lyukasztás
- Extrudálási eljárás módszere
Az extrudálási eljárás során a forró fémtuskókból varrat nélküli csövet formálnak úgy, hogy a tuskókat extrudáló szerszámokon keresztül és egy formázó dorn fölé kényszerítik. Lásd az alábbi képet;

A forró rotációs lyukasztásos módszer a legelterjedtebb eljárás a varrat nélküli csövek előállítására. Ebben az eljárásban a forró tuskókat forgó nehéz hengereken keresztül egy tüske vagy lyukasztódugó fölé kényszerítik. A lyukasztó dugó lyukat hoz létre a varrat nélküli hengeres tuskókon keresztül. Az alábbi kép a forró forgó eljárást szemlélteti.


A varrat nélküli cső különböző befejező műveleteken megy keresztül, mint például egyengetés, ellenőrzés, hidrovizsgálat és képalkotás. A varrat nélküli csöveket széles körben használják a nyomócsövezésben, az építőiparban, a petrolkémiai és az olajfinomítókban. A varrat nélküli csövek a következő specifikációkban állnak rendelkezésre;
ASTM A53, A106, A252, A333, A335, A501, A523, A589, API 5L és API 5CT. Leggyakoribb varrat nélküli cső az A106B.
A varrat nélküli cső végkikészítése magában foglalja a sima végeket vagy ferdén vagy szögletes vágott. Varrat nélküli szénacél cső kapható fekete, csupasz, horganyzott vagy epoxi bevonattal.
Acélcsőhosszúságok
Az acélcsövet általában 21 láb hosszúságban szállítják. Egyetlen véletlenszerű hosszúságban (SRL) is kapható, amely bárhol lehet 17 láb és 24 láb között. A dupla véletlenszerű hosszúság (DRL) olyan csövekre utal, amelyek legalább 37 láb hosszúak és legfeljebb 44 láb hosszúak.
Acélcső végkiképzés
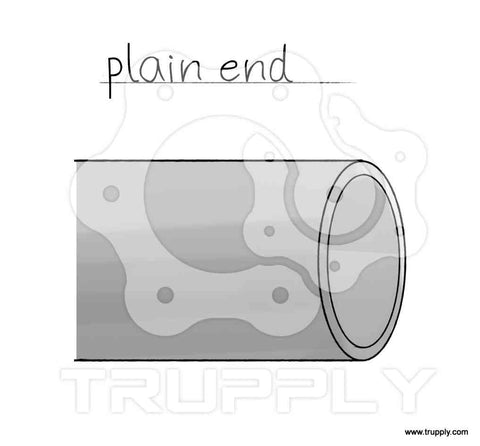
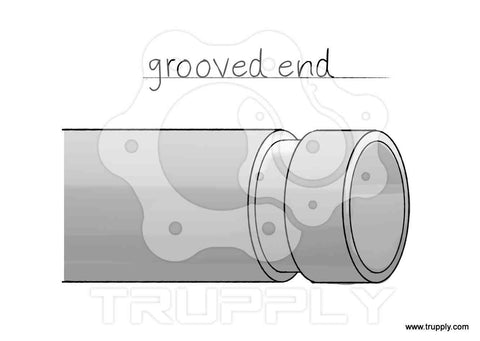
Öt gyakori típusú fémcső végkiképzés létezik;
- menetes és csatlakoztatott
- menetes csatlakoztatás nélkül
- Lapos vég – Négyszögletesre vágva
- hegesztéshez ferdített – 30 fokos ferdítés
- hornyolt vég – mechanikus csatlakoztatáshoz vágva vagy hengerelve
Az alábbi képen különböző acélcsővégek láthatók;
 |
 |
 |
 |
 |
 |
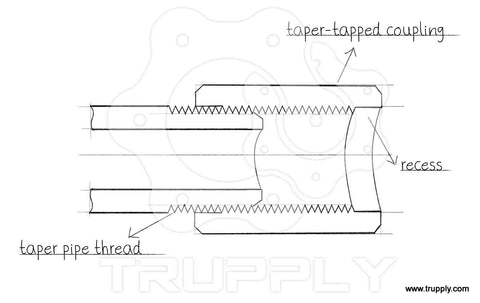
Az extra erős és dupla extra erős csövekhez való csatlakozó minden méretnél kúpos menettel és süllyesztéssel rendelkezik. A fenti képen egyenes menetű csőcsatlakozó és egyenes menetű csőcsatlakozó süllyesztéssel.
Acélcsövek azonosítása és jelölése
Acélcsövek különböző osztályozásban, osztályban, súlyban, ütemszámban stb. kaphatók. Ezért fontos az acélcső jelölések azonosítása. Az acélcsövek azonosítása festősablonnal vagy a csövön található bélyegzővel vagy a csőre erősített címkével történik.
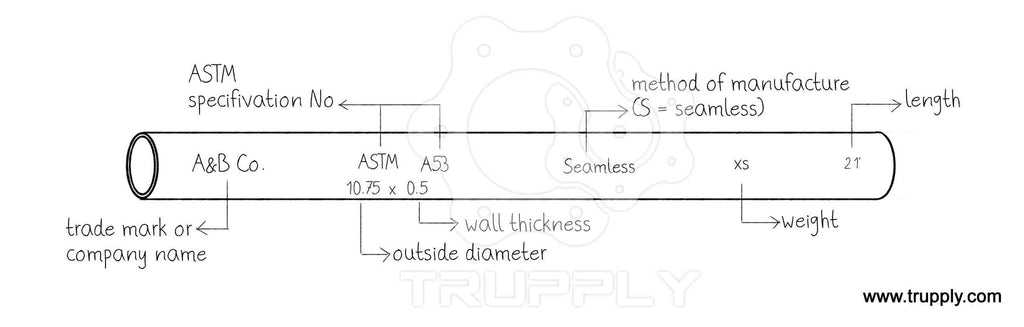
A cső azonosítása az ASTM szerint
Az alábbi kép az ASTM előírások szerinti jelölési követelményeket mutatja
A cső azonosítása az API szerint
Az alábbi kép az API előírások szerinti jelölési követelményeket mutatja.

Fémcsövek befejezési folyamatai
A fémcsövek leggyakoribb befejezése a lakkbevonat, amely megakadályozza a korróziót és védi a csövet az időjárás viszontagságaitól. Ezt fekete vascsőnek is nevezik. A lakkozáson kívül négyféle fémcső befejezési eljárás létezik;
- Meztelen fém
- Csak pácolt
- Pácolt és olajozott
- Galvanizált cső
A galvanizálás során cinkbevonatot használnak áldozati elemként a korrózió megelőzésére. A cinket általában forró mártási eljárással viszik fel, amikor a csöveket egy olvasztott cinkoldatfürdőbe merítik. A cink szabványos tömege 1,8 uncia négyzetméterenként. A horganyzott csövek jó védelmet nyújtanak a csőnek kívül és belül egyaránt.
Acélcsőbevonat és bélelt acélcső
A cső korrózióállóságát korrózióálló csőbevonattal is lehet fokozni. Az ilyen bevonatok általában hosszú élettartamúak a lakkozott vagy horganyzott bevonatokhoz képest. Az acélcsövek korrózióvédő bevonatának három fő típusa van
Metál bevonat

Nemetál bevonat

Csőbevonat

acélcső anyag
A fémcsövek a következő anyagminőségekben kaphatók;
- A106B/A53B/API 5L-X42/API 5L B
- Rozsdamentes acél 304
- Rozsdamentes acél 316
- Super rozsdamentes A20
- Duplex rozsdamentes D2205
- Nikkel ötvözet A200
- Nikkelötvözet A400
- Nikkelötvözet A600
Vasalatlan acélcső
A rozsdamentes acél legalább 16% krómot tartalmazó vas alapú ötvözet. A nikkel egy másik fontos ötvözőelem a rozsdamentes acélcsőben. A rozsdamentes acélcsövek rendkívül ellenállóak a korróziós közegekkel és az oxidációval szemben szinte bármilyen hőmérsékleten.
A rozsdamentes acél hegesztett és varrat nélküli csöveket számos okból használják, mint például a korrózióval szembeni ellenállás, magas hőmérsékleten történő előformázás, tiszta megjelenés és alacsony karbantartási költségek. A rozsdamentes acélcső legfontosabb szempontja a velejáró anyagi jellemzők, amelyek lehetővé teszik, hogy sokkal vékonyabb falakat hozzanak létre, mint például sch 5, sch 10, anélkül, hogy veszélyeztetnék a cső szerkezeti integritását. A csövek összeillesztéséhez használt fúziós hegesztés szintén kiküszöböli a menetelés szükségességét.
A 304-es típusú rozsdamentes acélcsövet többnyire általános korrózióálló alkalmazásra használják. vegyi üzemekben, finomítókban, papírgyárakban és az élelmiszeriparban használják. A 304SS cső maximális széntartalma 0,08%. A szemcsehatárokon történő karbidkiválás miatt nem ajánlott a 800 és 1650 F fok közötti hőmérséklet-tartományban történő felhasználás. A 304L típus ugyanaz, mint a 304, kivéve, hogy a maximális széntartalma 0,035%.
A 316SS típusú csövek a 2-3% molibdén hozzáadása miatt sokkal ellenállóbbak a lyukadással szemben, mint más króm-nikkel ötvözetek. Hasznos savakkal, sóoldatokkal, kénes vízzel, tengervízzel és hologénsókkal való alkalmazásokban. A 316L rozsdamentes acélcső, akárcsak a 304L, maximális széntartalma 0,035%.
A hegesztett rozsdamentes acélcsövek az ASTM A312 és A358 specifikáció szerint készülnek. Az A312 a rozsdamentes acélcsövek leggyakoribb specifikációja. A hegesztett rozsdamentes csövek 1/8″ és 24″ NPS között készülnek.
A varrat nélküli rozsdamentes acélcsövek az ASTM A312 és az A376 specifikáció szerint készülnek. Az A312 szintén a varrat nélküli rozsdamentes acélcsövek leggyakoribb specifikációja. A varrat nélküli rozsdamentes csövek 1/8-tól 14″ névleges méretig készülnek
Acélcső származási országa
Az acélcsöveket a világ minden táján lévő malmok gyártják, és különböző országokban kereskednek velük. Néhány nagy név a csőiparban: US Steel, ArcelorMittal, Nippon Steel, Nucor Corp, Hyundai Steel, ThyssenKrup, Vallourec, Hebei Iron and Steel Group, Posco, Jiangsu Shagang, Ulma Piping, Shultz USA és Webco stb.
Q&A acélcső
A Trupply hegesztett és varrat nélküli csövek nagy választékát értékesíti. Több éves tapasztalatunk alapján a következő főbb kérdések vagy kulcsfontosságú pontok iránt érdeklődnek az ügyfelek;
- Az acélcsöveket névleges csőméret és ütemezés szerint értékesítjük. Fontos megemlíteni mindkettőt
- Az A106 B a leggyakoribb varrat nélküli cső specifikáció. A legtöbb ügyfél csak azt tudja, hogy A106B csövet akar, és ez egyszerűen azt jelenti, hogy A106B szerinti szénacél varrat nélküli csövet akarnak. Az A106 NEM a rozsdamentes acélcsövek specifikációja
- A 10 hüvelykes és annál nagyobb csőméretek NEM korrelálnak közvetlenül a csőszámmal. Például az SCH 40 és SCH 80 NEM mindig jelenti a Standard és az Extra nehéz csövet. Nézze meg a csőtáblázatot, hogy megbizonyosodjon arról, hogy a megfelelő falvastagságot rendeli
- A53 B osztályú a hegesztett csövek leggyakoribb specifikációja. Ez csak olyan csövet jelent, amelyet ERW eljárással gyártottak.
- A hegesztett csőnek NINCS hegesztési varrata kívül vagy belül. A hegesztett cső elektromos ellenálláshegesztéssel készül, és a varratot a gyártási folyamat során kivették
- A 2″-nél kisebb méretű csövek folyamatos hegesztésű csőként, más néven A53 A osztályú csőként kaphatók.
- A rozsdamentes acélcső hegesztett és varrat nélküli konfigurációban, valamint 316 és 304 anyagminőségben is kapható. Más rozsdamentes acélcsövek is kaphatók, de kevésbé gyakoriak.
- A rozsdamentes acél csövek szintén nagyon gyakoriak a 10-es ütemezésben, amely vékony falú.
- A rozsdamentes acél csövek ütemezését a “s” jelöli az ütemezési szám után, mint például Sch 10s, Sch 40s, Sch 80s.
- A rozsdamentes acél csövek ütemezése NEM mindig korrelál a szénacél csövek ütemezésével. Ellenőrizze az ansi csőtáblázatot a menetrendszám és a falvastagság megfelelő meghatározásához
- A csöveket többnyire SRL (Single Random Length) vagy Double Random Length (DRL) szerint értékesítik. Az SRL azt jelenti, hogy a cső általában 17 láb és 24 láb között van. A DRL általában azt jelenti, hogy a cső 37 láb és 44 láb között van.
- A legtöbb eladott cső lakkozott. Ha csupasz csövet szeretne, kérjük, adja meg a megrendeléskor
- A cső epoxi bevonata kérésre elkészíthető.
- A leggyakoribb csővég típus a sima vég vagy a ferde vég. Kérésre menetes végek is rendelhetők