Nerezové trubky a trubky z uhlíkové oceli jsou nejběžnějším typem dnes používaných standardních trubek. Jsou součástí trubkového zboží, které se vyrábí podle různých specifikací a norem. Trubky se prodávají podle „jmenovité velikosti trubek“ ve velikostech od 1/8″ do 72″. Dva nejběžnější typy trubek jsou svařované trubky a bezešvé trubky. Obě jsou k dispozici z uhlíkové a nerezové oceli. Svařované trubky se také nazývají ERW (Electric Resistance Welded). Nejběžnější specifikace pro svařované trubky z uhlíkové oceli je A53. Bezešvé trubky se vyrábějí procesem, který nevyžaduje svařování. Nejběžnější specifikace pro bezešvé trubky z uhlíkové oceli je A106B. Trubky z nerezové oceli se vyrábějí podle specifikace A312. Trubky z nerezové oceli jsou rovněž k dispozici v bezešvém i svařovaném provedení. Nejběžnějším nerezovým materiálem je 316 a 304.
- Nakupte ocelové trubky online nebo volejte 281 516 8100 či pište na [email protected]
- Typy trubek a trubkového zboží
- Jak se měří trubky?
- Tabulka rozměrů trubek
- Hmotnost potrubí
- W = x 10.69
- Výroba trubek
- Elektrický odporový svár (ERW)
- Bezšvové trubky
- Délky ocelových trubek
- Kovové zakončení trubek
- Identifikace a značení ocelových trubek
- Procesy povrchové úpravy kovových trubek
- Povlak na ocelové trubky a ocelové trubky s podšívkou
- Metalický povlak
- Nemetalický povlak
- Obalení trubek
- Materiál ocelových trubek
- Nerezové trubky
- Ocelové trubky Země původu
- Q&Ocelové trubky
Nakupte ocelové trubky online nebo volejte 281 516 8100 či pište na [email protected]
Typy trubek a trubkového zboží
Existuje šest typů trubek a trubkového zboží.
- Standardní trubky: Existují tři různé typy standardních kovových trubek – svařované (ERW trubky), bezešvé trubky a pozinkované trubky. Představují 10 % všech trubkových výrobků.
- Potrubí pro potrubí: Používají se především v ropných a plynových aplikacích. Řadové trubky zahrnují ERW, FW, SAW a DSAW trubky. Vyrábějí se podle specifikace API 5L a jsou k dispozici ve třídách X42, X50, X60 atd. Představují 21 % všech trubkových výrobků.
- Oil Country Tubular Goods (OCTG): Patří sem vrtné trubky, trubky a pažnice. Používá se při vrtání a dokončování ropných a plynových vrtů. OCTG se vyrábějí technologií ERW a bezešvou výrobou. OCTG představují 35 % veškerého trubkového zboží.
- Tlakové trubky: používají se pro průmyslové a tlakové aplikace. Tlakové trubky se vyrábějí bezešvou výrobou. Představují 2 % veškerého trubkového zboží.
- Mechanické trubky: používají se pro mechanické a konstrukční aplikace a jsou vyráběny ERW a bezešvou výrobou. Odpovídají specifikaci ASTM. Mechanické trubky představují 17 % veškerého trubkového zboží.
- Konstrukční trubky: používají se pro podpůrné nebo retenční účely. Tyto trubky mohou být kruhové nebo čtvercové a vyrábějí se metodou ERW. Používají se pro ploty, konstrukce a další různé podpůrné potřeby. Představují 15 % veškerého trubkového zboží.
Jak se měří trubky?
Trubky se obecně označují „jmenovitou velikostí trubek“ (NPS), přičemž tloušťka stěny je definována „rozsahem“ (SCH). NPS je bezrozměrné označení a představuje údaj o velikosti, nikoli však skutečnou velikost. To je pro mnoho lidí, kteří se s potrubím teprve seznamují, matoucí. NPS 1/8 až NPS 12 má vnější průměr, který je definován velikostí potrubí podle ansi. Obecně lze říci, že rozměr potrubí podle rozpisu 40 do 12 NPS se zhruba rovná ID potrubí. Rozměry trubek 14 a více jsou méně matoucí, protože 14 NPS se rovná 14″ OD (vnější průměr).
Tabulka rozměrů trubek
ASME B 36.10 obsahuje další podrobnosti o rozměrech trubek. Průmyslová norma pro velikost potrubí se také liší mezi různými typy potrubí. U standardního potrubí se trubka s průměrem 4,5″ označuje jako 4″ NPS, avšak u potrubních trubek a OCTG se označuje pouze jako 4,5″. Rozdílně se uvádí také tloušťka stěny. U standardních trubek se pro označení tloušťky stěny používá rozpis trubek. Řadové potrubí se však téměř vždy označuje tloušťkou stěny, zatímco OCTG se označuje hmotností na stopu.
Hmotnost potrubí
Hmotnost potrubí se měří v librách na stopu nebo v kilogramech na metr. Je třeba si uvědomit, že hmotnost trubky v tabulce velikostí trubek ansi je „teoretická“ hmotnost a nikoli skutečná hmotnost. Skutečná hmotnost se bude lišit v závislosti na toleranci velikosti trubky.
Vzorec pro výpočet hmotnosti ocelové trubky je;
W = x 10.69
W = hmotnost na běžnou stopu
OD = vnější průměr
WT = tloušťka stěny
Výroba trubek
Ocelové trubky se dělí do dvou hlavních kategorií;
- Svařované trubky
- Bezšvové trubky
Existují čtyři hlavní způsoby výroby kovových trubek:
- Svařované trubky (FW). Nazývá se také kontinuální svařování
- Elektrický odporový svár (ERW)
- Svařování pod tavidlem (SAW), také DSAW
- Bezšvová metoda (SMLS)

Elektrický odporový svár (ERW)
Trubky ERW se vyrábějí ve velikostech od 1/8 do 24 palců NPS. ERW svařované trubky se vyrábějí z plochých plechů. ERW trubka je nejprve tvarována za studena do válcového tvaru a poté podélně svařována. průběžně svařované i elktrické odporově svařované trubky se vyrábějí tvarováním svitků svinuté oceli do válcového tvaru a svařováním podél podélných švů. Obrázek níže ukazuje první krok tvarování pásů do válcového tvaru a následné spojování ve 2. kroku.

Existuje mnoho způsobů, jak lze ke svařování válcovaného pásu použít elektrický proud. Patří mezi ně otočný měděný kotouč, pevné kontakty ze slitiny Cu a indukční cívky. Tyto metody zvyšují teplotu okraje oceli na 2600 stupňů F pro účinné svařování. Proces válcování vyvíjí tak velký tlak, že se na vnější i vnitřní straně vytvoří kovový svarový šev. Tyto sváry se pak odstraňují během dokončovacího procesu. Svařená trubka je tepelně zpracována, zkontrolována a otestována hydraulickými zkouškami.
TrubkaERW je k dispozici v následujících běžných specifikacích;
ASTM A53, A135, A252, A500, A795, API 5L a API 5CT.
Nejběžnější specifikace pro svařované trubky je A53 a API 5L.
Bezšvové trubky
Co je bezešvá definice? nebo bezešvý význam? tuto otázku dostáváme často. Bezešvé trubky se vyrábějí ve velikostech od 1/8 do 36″ jmenovité hodnoty. Bezešvé trubky nemají ve srovnání s ERW trubkami žádný podélný šev nebo svar. Zjednodušeně řečeno se bezešvá trubka vyrábí propíchnutím pevného kulatého polotovaru, po kterém zůstává dutá bezešvá trubka. Existují dvě hlavní metody výroby bezešvých trubek;
- Horké rotační propichování
- Metoda vytlačovacího procesu
Při vytlačovacím procesu se horké kovové sochory formují do bezešvé trubky protlačováním sochorů přes vytlačovací formy a přes tvářecí trn. Viz obrázek níže;

Metoda horkého rotačního protlačování je nejběžnějším postupem výroby bezešvé trubky. Při tomto procesu se horké předvalky protlačují rotujícími těžkými válci přes trn nebo propichovací zátku. Propichovací zátka vytváří otvor skrz bezešvé válcové předvalky. Obrázek níže znázorňuje proces rotace za tepla.


Bezšvová trubka prochází různými dokončovacími operacemi, jako je rovnání, kontrola, hydrozkouška a zobrazování. Bezešvé trubky se široce používají v tlakovém potrubí, stavebnictví, petrochemii a rafineriích ropy. Bezešvé trubky jsou k dispozici v následujících specifikacích;
ASTM A53, A106, A252, A333, A335, A501, A523, A589, API 5L a API 5CT. Nejběžnější bezešvá trubka je A106B.
Koncová úprava trubky bez švu zahrnuje hladké konce buď zkosené, nebo čtvercově řezané. Bezešvé trubky z uhlíkové oceli jsou k dispozici v černé, holé, pozinkované nebo s epoxidovým povlakem.
Délky ocelových trubek
Obvykle se ocelové trubky dodávají v délkách 21 stop. Je také k dispozici v jednoduché náhodné délce (SRL), která může být kdekoli od 17 ft do 24 ft. Dvojitá náhodná délka (DRL) se týká trubek, které jsou dlouhé nejméně 37 ft a až 44 ft.
Kovové zakončení trubek
Existuje pět běžných typů zakončení kovových trubek;
- Závitový a spojovaný
- Závitový bez spojování
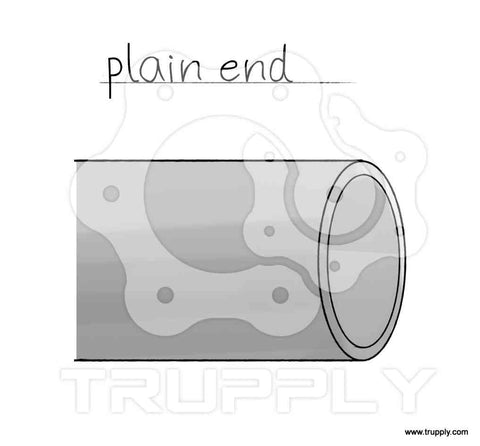
- Plochý konec – řezaný do čtverce
- Zkosený pro svařování – zkosení 30 stupňů
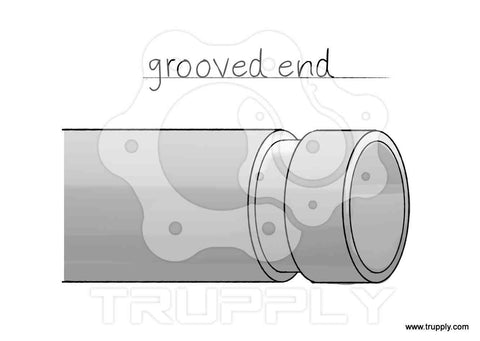
- Rýhovaný konec – řezaný nebo válcovaný pro mechanické spojování
Níže uvedený obrázek ukazuje různé povrchové úpravy konců ocelových trubek;
 |
 |
 |
 |
 |
 |
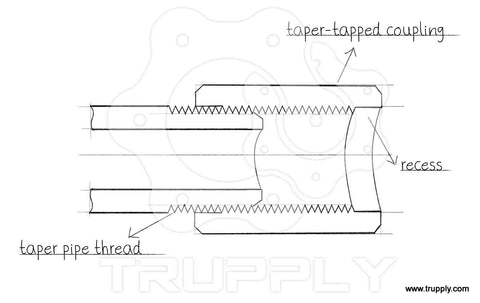
Spojky pro extra silné a dvojité extra silné trubky mají kuželový závit a jsou zapuštěné pro všechny velikosti. Obrázek výše ukazuje spojku s přímým závitem a spojku s přímým závitem s vybráním.
Identifikace a značení ocelových trubek
Ocelové trubky jsou k dispozici v různých klasifikacích, třídách, hmotnostech, číslech rozpisu atd. Proto je důležité identifikovat značení ocelových trubek. Ocelové trubky se identifikují pomocí nátěrové šablony nebo vyraženého označení na samotné trubce nebo pomocí štítku, který je k ní připevněn.
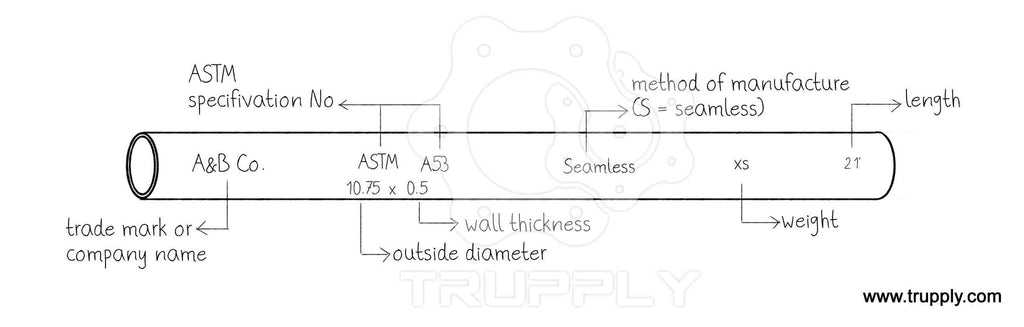
Označení trubek podle ASTM
Níže uvedený obrázek ukazuje požadavky na značení podle specifikace ASTM
Označení trubek podle API
Níže uvedený obrázek ukazuje požadavky na značení podle specifikace API.

Procesy povrchové úpravy kovových trubek
Nejběžnější povrchovou úpravou kovových trubek je lakování, které zabraňuje korozi a chrání trubku před povětrnostními vlivy. Tomu se také říká černé železné potrubí. Kromě laku existují čtyři typy povrchových úprav kovových trubek;
- Hladký kov
- Pouze piklovaný
- Piklovaný a olejovaný
- Pozinkované trubky
Pozinkování zahrnuje použití zinkového povlaku jako obětního prvku, který zabraňuje korozi. Zinek se obvykle nanáší žárovým ponořením, kdy se trubka ponoří do roztavené lázně zinkového roztoku. Standardní hmotnost zinku je 1,8 oz na čtvereční stopu. Pozinkované trubky poskytují dobrou ochranu potrubí uvnitř i zvenčí.
Povlak na ocelové trubky a ocelové trubky s podšívkou
Odolnost potrubí proti korozi lze zvýšit také pomocí antikorozního povlaku na trubky. Takové povlaky mají ve srovnání s lakem nebo pozinkovaným povrchem obvykle dlouhou životnost. Existují tři hlavní typy antikorozních povlaků pro ocelové trubky
Metalický povlak

Nemetalický povlak

Obalení trubek

Materiál ocelových trubek
Kovové trubky jsou dostupné v následujících materiálových třídách;
- A106B/A53B/API 5L-X42/API 5L B
- Nerezová ocel 304
- Nerezová ocel 316
- Super nerez A20
- Duplexní nerez D2205
- Niklová slitina A200
- Slitina niklu A400
- Slitina niklu A600
.
Nerezové trubky
Nerezová ocel je slitina na bázi železa obsahující minimálně 16 % chromu. Dalším důležitým legujícím prvkem v trubkách z nerezové oceli je nikl. Trubky z nerezové oceli jsou vysoce odolné vůči korozivním médiím a vůči oxidaci při téměř jakékoli teplotě.
Svařované a bezešvé trubky z nerezové oceli se používají z různých důvodů, například pro odolnost vůči korozi, předtvarování při vysoké teplotě, pro čistý vzhled a nízké náklady na údržbu. Nejdůležitějším aspektem pro trubky z nerezové oceli jsou její přirozené vlastnosti materiálu, které umožňují vytvořit mnohem tenčí stěny, jako je sch 5, sch 10, aniž by byla ohrožena strukturální integrita trubky. Použití tavného svařování ke spojení trubek také eliminuje potřebu závitování.
Typ trubek z nerezové oceli 304 se většinou používá pro všeobecné korozivzdorné aplikace. používá se v chemických závodech, rafineriích, papírnách a potravinářském průmyslu. Trubka 304SS má maximální obsah uhlíku 0,08 %. Nedoporučuje se používat v teplotním rozmezí 800 až 1650 stupňů F z důvodu srážení karbidů na hranicích zrn. Typ 304L je stejný jako typ 304 s tím rozdílem, že má maximální obsah uhlíku 0,035 %.
Typ trubek 316SS je díky přídavku 2-3 % molybdenu mnohem odolnější proti důlkové korozi než jiné slitiny chromu a niklu. Je použitelná v aplikacích s kyselinami, solankami, sirnou vodou, mořskou vodou a s hologenovými solemi. Trubky z nerezové oceli 316L mají stejně jako 304L maximální obsah uhlíku 0,035 %.
Svařované trubky z nerezové oceli se vyrábějí podle specifikace ASTM A312 a A358. A312 je nejběžnější specifikace pro trubky z nerezové oceli. Svařované nerezové trubky se vyrábějí od 1/8″ do 24″ NPS.
Nezávitové nerezové trubky se vyrábějí podle specifikace ASTM A312 a A376. A312 je také nejběžnější specifikací pro bezešvé trubky z nerezové oceli. Bezešvé nerezové trubky se vyrábějí od velikosti 1/8 do 14″ jmenovité
Ocelové trubky Země původu
Ocelové trubky vyrábějí mlýny po celém světě a obchoduje se s nimi v různých zemích. Mezi velká jména v potrubářském průmyslu patří US Steel, ArcelorMittal, Nippon Steel, Nucor Corp, Hyundai Steel, ThyssenKrup, Vallourec, Hebei Iron and Steel Group, Posco, Jiangsu Shagang, Ulma Piping, Shultz USA a Webco atd.
Q&Ocelové trubky
Trupply prodává velký výběr svařovaných a bezešvých trubek. Na základě našich dlouholetých zkušeností jsou následující hlavní otázky nebo klíčové body, na které se zákazníci ptají;
- Ocelové trubky se prodávají podle jmenovité velikosti trubek a rozpisu. Je důležité zmínit obě
- A106 B je nejběžnější specifikace bezešvých trubek. Většina zákazníků prostě ví, že chce trubku A106B, a to jednoduše znamená, že chtějí bezešvé trubky z uhlíkové oceli podle A106B. A106 NENÍ specifikace pro trubky z nerezové oceli
- Velikosti trubek 10 palců a více NESOUVISÍ přímo s číslem plánu. Například SCH 40 a SCH 80 NEznamená vždy standardní, respektive extra těžké potrubí. Podívejte se na tabulku trubek, abyste se ujistili, že objednáváte správnou tloušťku stěny
- A53 třídy B je nejběžnější specifikace svařovaných trubek. Znamená pouze trubku, která byla vyrobena procesem ERW.
- Svařovaná trubka NEMÁ svarový šev uvnitř ani vně. Svařovaná trubka se vyrábí elektrickým odporovým svařováním a šev byl odstraněn během výrobního procesu
- Velikosti trubek menší než 2″ jsou k dispozici v kontinuálním svařování trubek, známé také jako A53 třídy A.
- Trubky z nerezové oceli jsou k dispozici jak ve svařované, tak v bezešvé konfiguraci a ve třídě materiálu 316 a 304. K dispozici jsou také další nerezové třídy, ale jsou méně běžné
- Nerezové ocelové trubky jsou také velmi běžné v rozvrhu 10, což je tenká stěna.
- Rozvrhy trubek z nerezové oceli jsou specifikovány písmenem „s“ za číslem rozvrhu, například Sch 10s, Sch 40s, Sch 80s.
- Rozvrhy trubek z nerezové oceli NE vždy korelují s rozvrhy trubek z uhlíkové oceli. Pro správné určení čísla rozpisu a tloušťky stěny se podívejte na tabulku trubek ansi
- Trubky se většinou prodávají podle SRL (single random length) nebo Double Random Length (DRL). SRL znamená, že trubka bude obvykle mezi 17 ft a 24 ft. DRL obvykle znamená, že trubka bude mít 37 ft až 44 ft.
- Většina prodaných dýmek má lakovanou povrchovou úpravu. Pokud si přejete holou trubku, uveďte to prosím při objednávce
- Epoxidový nátěr trubky lze provést na vyžádání.
- Nejběžnějším typem zakončení trubky je hladký konec nebo zkosený konec. Na vyžádání jsou k dispozici také konce se závitem
.